ТЕХНОЛОГИИ
Ювелирные изделия и 3D-принтер
Ю.Н. Баскаков
22.10.2015
Целью данной публикации является попытка более или менее комплексно описать способы нанесения фактур на поверхность металла в ювелирном производстве. В доступной широкому читателю отечественной и переводной литературе встречаются описания отдельных методов подобной обработки, но системного, сводного описания автору до сих пор встретить не удалось.
Анализируя опыт многочисленных ювелиров, художников, литературные источники и собственную многолетнюю практику, можно разделить применяемые способы на 3 основных раздела. Первый и самый объёмный – механические способы фактуровки поверхностей, второй раздел – химические и третий можно условно назвать термические способы.
Механические способы фактуровки:
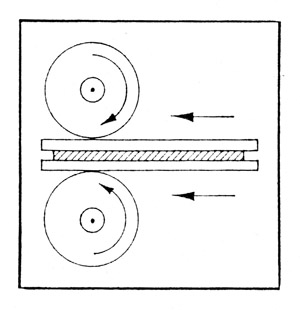
Рис. 1. Нанесение фактуры вращающимися валками.
- этот способ осуществляется посредством создания избыточного давления вращающимися валками (рис. 1) или прессом.
Между двумя пластинами отожженного металла помещается некий материал, который оставляет свой отпечаток на сдавливаемых поверхностях.
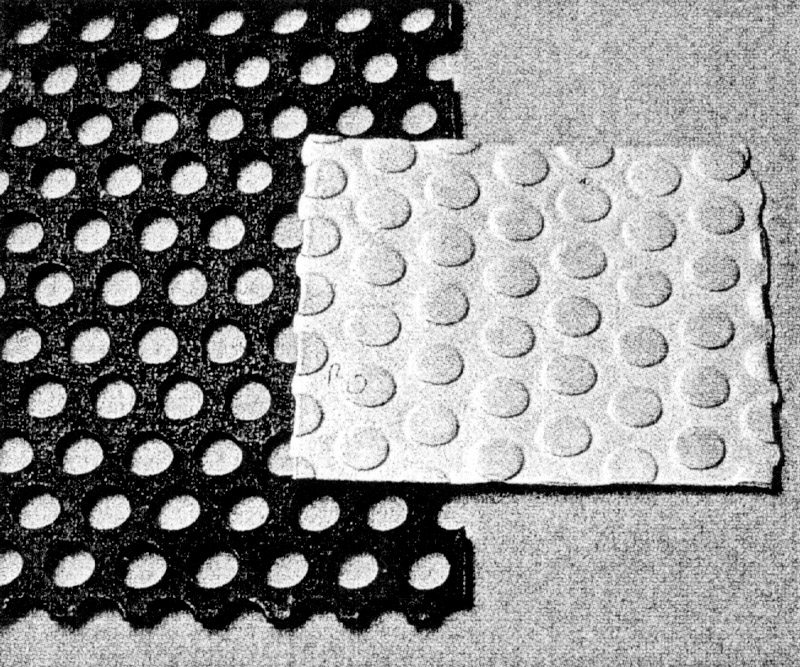
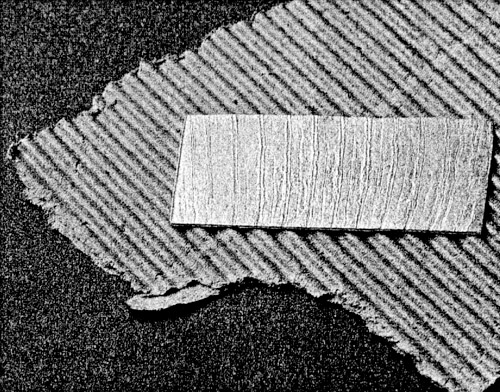
Это может быть металлическая сетка, абразивная шкурка, проволочная мочалка, гофрокартон, скомканная бумага и пр. (рис. 2,3,4,5,6,7); при этом необходимо следить, чтобы составляющие не попадали на поверхность валков, шестерен.
 |
 |
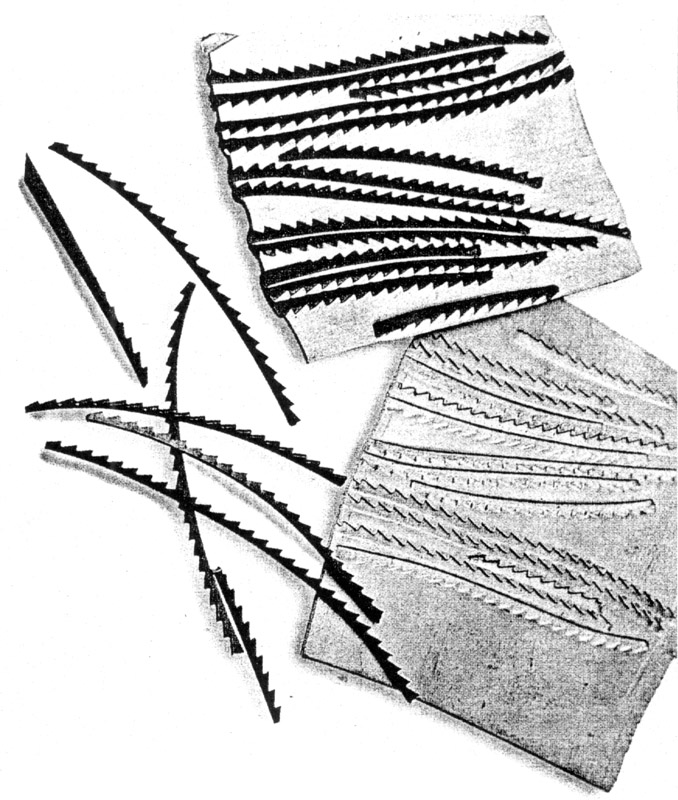 |
Рис. 2. Вальцовка металлической сетки |
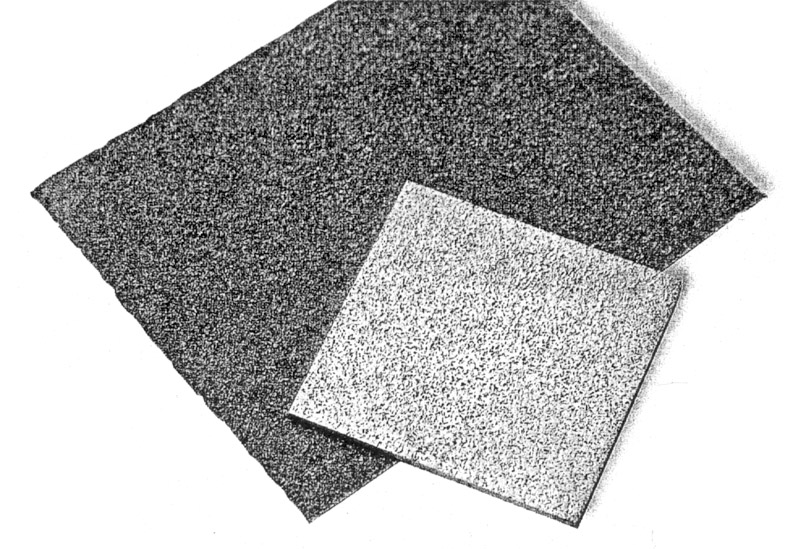
Рис. 3. Отпечаток абразивной шкурки |
Рис. 4. Отпечаток обломков лобзиковых полотен |
 |
 |
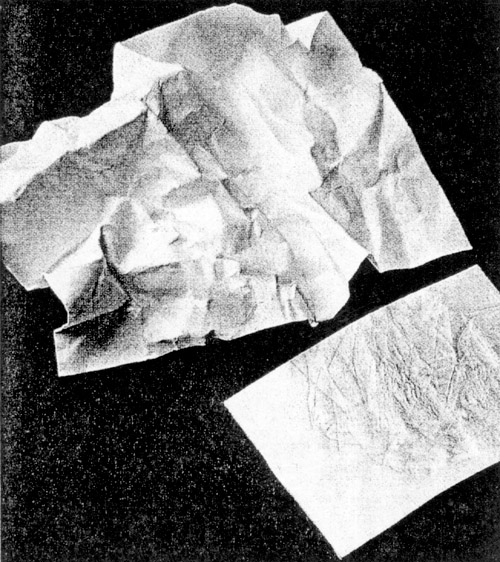 |
Рис. 5. Отпечаток перфорированного металла |
Рис. 6. Отпечаток гофрокартона |
Рис. 7. Отпечаток скомканной бумаги |
Можно также пропустить пластину металла между вращающимися ручьевыми валками и затем, вновь пропустив ее, развернутую на 90 градусов, получить на ней сетчатую структуру.
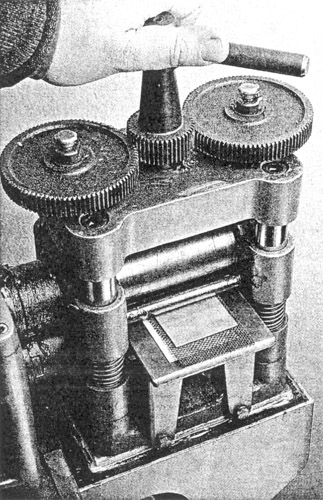
Иногда для получения декорированной поверхности на валки прокатных вальцев наносится гравированный рисунок. Частым случаем можно признать и гофрированные полосы металла, пропущенные между шестернями так называемой «зигзаг-машины» (рис. 8)
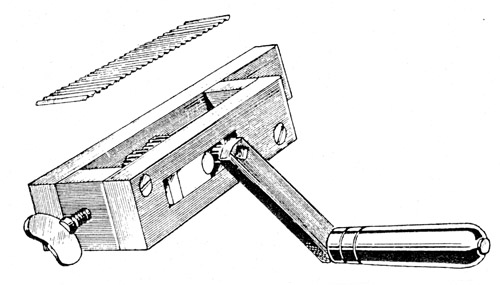
Рис. 8. приспособление для гофрирования металлической полосы
- интересные фактуры можно получить, обрабатывая поверхность металла пескоструйными установками, заправленными абразивом, кварцевым песком или стеклосферой определенных фракций. Для более эффектного сочетания фактуры и полировки часть поверхности можно изолировать лаком, скотчем и пр.
- граверная обработка металла может быть произведена как вручную, так и на станках. Ручная обработка производится штихелями. В качестве примера можно привести разделку поверхности зигзагообразными резами фляхштихеля сначала в продольном, а затем в поперечном направлении. В зависимости от ширины режущей кромки штихеля и глубины реза фактура будет выглядеть более грубой или более нежной.
Узким шпицтихелем, делающим одну за одной ряд линий, или разом наносящим ряд параллельных линий фаденштихелем (он же шатирштихель) можно выполнить сатинирование поверхности.
Мастерское сатинирование металла является, например, отличительным знаком знаменитой итальянской фирмы Bulgari.
Уверенное владение приемами ручной гравировки, собственный вкус и фантазия позволяют ювелиру существенно расширить гамму разделки поверхности (рис. 9).

Рис. 9. разделка поверхности фаденштихелем
Из станочных способов упомянем без описания 2 основных – гильоширование (рис. 10) и алмазная обработка поверхности (рис. 11).
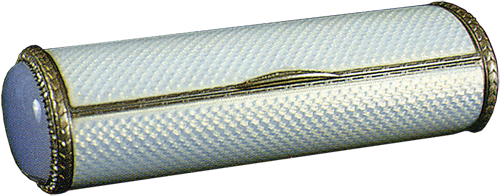
Рис. 10. Дамский портсигар с гиольшированной поверхностью

Рис.11. Кольцо с алмазной обработкой
Расширяя способы машинной обработки, очень интересных результатов в фигуративной растровой декорировке достиг петербургский ювелир В.М. Степанов.
- чеканка. Приемами чеканки также может быть фактуровка либо заготовки, либо самого изделия. Металл набивается чеканами с различными формами бойка. Очень характерным приемом может служить, например, набивка листа металла круглым бойком чеканного молотка, в результате чего поверхность равномерно покрывается эффектными сферическими лунками (рис. 12).

Рис. 12. Чернильный прибор. Чеканка круглым бойком
- использование бормашины. Бормашины комплектуются обычно двумя видами наконечников – основным, вращающимся и вспомогательным - так называемым «бьющим», в котором вращение оси преобразуется в возвратно-поступательное движение. «Бьющий» наконечник может оснащаться рядом байков различной формы, с помощью которых прочеканивается изделие. В последние годы получил распространение боек, рабочей частью которого служит закрепленный алмаз, заточенный в виде нижней части (павильона) ограненной вставки. Следы от ударов такого бойка создают очень интересный оптический эффект.
В свою очередь вращающийся наконечник декорирует поверхности с помощью различного вида боров, борфрез, миникарчеток, абразивных насадок. Некоторые западные фирмы продают боры с закрепленным вращающимся алмазным резцом. Интересный результат можно получить зажатым в наконечник бормашины метчиком.
- шлифовально-полировальный станок может использоваться для нанесения фактур с помощью закрепленных на оси станка латунных или стальных щеток. Щетки бывают с жестко и подвижно закрепленным на оси металлическим ворсом. Во втором случае наносимая на металл матировка бывает более деликатной.
7. в последние годы получил распространение способ нанесения матовой фактуры посредством лазера, управляемого компьютером. Удобство этого способа заключается, в частности, в том, что не требуется изолировать полированные поверхности, так как рисунок наносится по программе (рис. 13).
Пионером в этом виде обработки является ОАО «Русские самоцветы».

Рис.13. Лазерная обработка поверхности
8. в случае применения традиционных способов формообразования, таких как литье или штамповка, фактура может закладываться соответственно в мастер-модель или на поверхность матрицы и пуансона.
Химические способы.
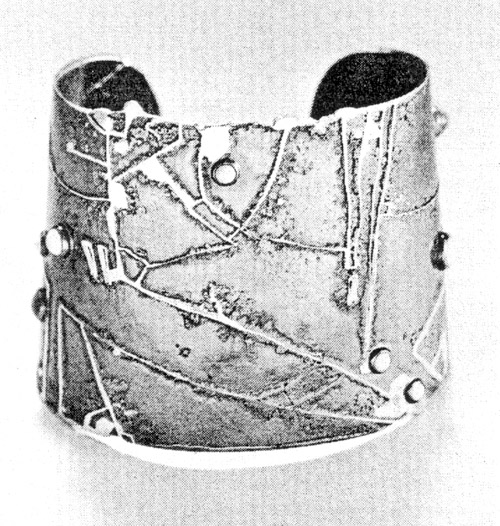
Рис. 14. Поверхность, образованная травлением в кислоте
Смысл этой технологии состоит в травлении поверхности металла химически агрессивными веществами, как правило, это кислоты и их смеси. Часть поверхности при этом закрывается в зависимости от рисунка защитным лаком.
Битумный или другой кислотостойкий лак равномерно наносится на изделие. После этого на лак переносится рисунок, который затем процарапывается любым подходящим инструментом до металла. Изделие, подготовленное таким образом, помещается в ванну с травильным раствором, где освобожденные от лака участки рисунка стравливаются до необходимой глубины. Протравленное изделие промывается и освобождается от лака соответствующим растворителем (рис. 14).
Наиболее эффективными протравами для золота и серебра является царская водка, для серебра и медных сплавов – азотная кислота
Термические способы:
-
основным инструментом, применяемым в этих случаях, является газовая или бензиновая горелка. С ее помощью можно напаивать на поверхность металла различные металлические фрагменты, зернь, опилки разной крупности. Интересные фрагменты для напайки можно получить, например, выливая на поверхность наковальни расплавленный металл, который, остывая, приобретает причудливые формы, имея при этом плоское основание удобное для припаивания.
-
основательно подзабытым к настоящему времени является способ так называемой огненной обработки поверхности. Лист металла прогревается сначала мягким общим пламенем, затем острым жестким пламенем обрабатываются отдельные его участки, таким образом, что поверхность начинает плавиться, в то время как более глубокие слои остаются еще твердыми. Верхние слои начинают сморщиваться и, застывая, приобретают выразительную структуру. Процесс может выполняться двумя горелками одновременно, соответственно мягкими и жестким пламенем. Нужно сказать, что этот способ требует большого опята и практики (рис. 15).
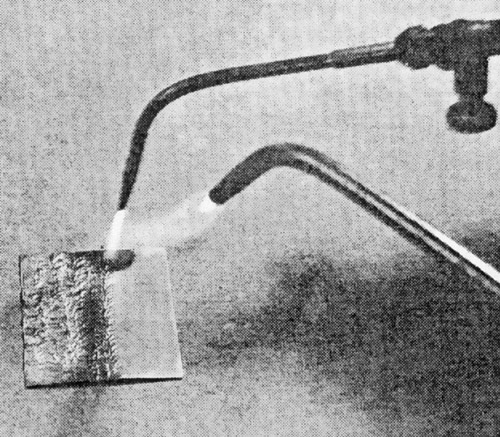
Рис. 15. Огневая обработка металла двумя горелками
Техника эта появилась, по-видимому, в России во второй половине XIX в. Подобным образом изготавливались различные портсигары, футляры для очков, карт и пр. В каталогах западных аукционных фирм для обозначения этой техники появилось специфически русское название «samorodok», в англоязычной технической литературе в настоящее время принят термин «reticulation» (рис. 16,17).

Рис. 16. Серебряный нессер. Огневая обработка. Россия, начало XIX века
Подводя итог вышеизложенному, следует сказать, что владея различными техниками фактуровки металла ювелир может существенно расширить границы своего мастерства.
Не претендуя на полноту изложения материала, нужно заметить, что именно в этих способах декорирования у опытных ювелиров существует много маленьких секретов и «ноу-хау», и эти секреты, как правило, тщательно берегутся. В том числе и по данной причине эта область предоставляет большое поле для творческого поиска ювелиров и художников.
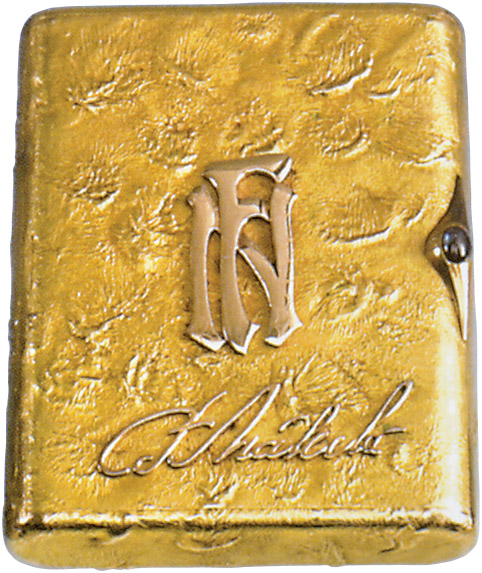
Рис. 17. Золотой портсигар. Огневая обработка. Россия, начало XIX века
Источник: журнал "Русский Ювелир"
|
|
|
|
наши партнеры:
|





