Примечание редактора. Эта статья взята из статьи Бетта Барнетта (Bette Barnett) «Ювелирные изделия из стали — расширение горизонтов стали с помощью золота», опубликованной в материалах Симпозиума по технологии производства ювелирных изделий в Санта-Фе в 2022 году.
Несмотря на свою скромную репутацию, сталь предлагает богатые возможности для художников-ювелиров. Она предлагает исследовать более суровый аспект создания ювелирных изделий, шанс взять самые распространенные материалы и, применяя видение, дизайн и исполнение, возвысить их до уровня искусства.

Сталь также предлагает практические преимущества. Она прочная, податливая и пластичная, что делает сталь пригодной для работы и долговечной. Она также достаточно легкая для того, чтобы создавать предметы большого размера. Однако одним из самых больших преимуществ стали для ювелиров является ее высокая температура плавления — примерно 1427°C. Эта характеристика делает сталь идеальной для сплавления с ней других металлов, потому что подавляющее большинство из них имеют более низкие температуры плавления. В частности, плавление золота со сталью выводит это металл на совершенно другой уровень.
Золото может быть соединено со сталью разными способами, что дает мастеру-ювелиру универсальность, которая расширяет возможности исполнения и увеличивает кэш-память полученной работы. Мне нравится говорить, что добавление золота в сталь превращает ее из «грубой» в «классную».
Основы мягкой стали
По данным Всемирной ассоциации производителей стали, существует более 3500 марок стали. Мягкая сталь, содержащая от 0,05% до 0,3% углерода, является лучшим вариантом для ювелирных изделий, поскольку она достаточно мягкая, чтобы ее можно было обрабатывать, сохраняя при этом прочность. Кроме того, блестящая низкоуглеродистая сталь подвергается холодной прокатке, что обеспечивает более гладкий внешний вид, большую долговечность и более жесткие допуски по сравнению со стандартной горячекатаной низкоуглеродистой сталью.
Мягкая сталь легко доступна у поставщиков металла и имеет широкий диапазон толщин. Стоит отметить, что черные и цветные металлы имеют разную толщину, и для их измерения используются разные калибровочные инструменты.
Чаще всего я использую калибр 18 или 20 для своих изделий из стали, иногда калибр 16 для деталей, требующих большей массы, и калибр 22 для серег и других конструкций, которые должны быть более легкими, или для многослойных изделий. Выбирая толщину металла, имейте в виду, что мягкая сталь весит примерно на 25 процентов меньше, чем серебро, что дает возможность создавать более крупные изделия, которые остаются удобными для ношения.
Сплавление золота с мягкой сталью
Многие металлы и их сплавы можно сплавлять со сталью. Золото с его насыщенным желтым цветом и высокой стоимостью является самым популярным. При выборе золотых сплавов для сплавления со сталью следует учитывать три фактора: проба, цвет и температура плавления.

Образец плитки, показывающий различные караты золота, сплавленного со сталью
• Когда дело доходит до каратности золота, я обнаружил, что чем выше каратность золотого сплава, тем больше он растекается и течет равномерно при сплавлении со сталью. Сплавы с меньшим содержанием золота склонны к затвердеванию на поверхности стали и дают более пестрый поток, что может быть весьма привлекательным.
• 24-каратное золото красивого маслянисто-желтого цвета. При добавлении других легирующих металлов можно получить ряд цветов. Медь придает сплаву розовый или красноватый цвет. Серебро приближает сплав к зеленоватому цвету. Цинк дает обесцвеченный вид. Никель и палладий отбеливают сплав. Для каждой каратности цвет варьируется в зависимости от количества добавленного легирующего металла. Более широкий диапазон цветов может быть достигнут при снижении каратности.
• 24-каратное золото плавится при 1064°C. Золотые сплавы плавятся в диапазоне температур, которые уменьшаются по мере снижения каратности. Этот фактор важен при наслоении различных сплавов золота друг на друга или с другими металлами, поскольку плавление должно происходить в порядке убывания температуры плавления.
Деталь может быть сформирована либо до, либо после сплавления. Я предпочитаю сплавлять золото со сталью до того, как она будет сформирована, либо в виде заготовки, либо в виде более крупного листа, который будет использоваться в качестве заготовки. Кроме того, поскольку для сплавления золота со сталью требуются высокие температуры, большая часть пайки должна выполняться после процесса сплавления.
Чтобы подготовить золото к сплавлению, металл следует выковать до тех пор, пока он не станет достаточно плоским, чтобы его можно было прокатать на прокатном стане. Затем его следует раскатать примерно до толщины 30 (0,25 мм), отжигая, когда он станет упругим. Как только металл станет примерно 30 калибра, разрежьте его на 5-6-миллиметровые стержни, используя ту же технику, что и при резке листового припоя (вырежьте бахрому, а затем разрежьте на маленькие стержни).
Процесс слияния относительно прост. Цель состоит в том, чтобы расплавить золотой сплав или другой металл на поверхности стали до того, как возникнет окисление и окалина. Перед началом процесса убедитесь, что сталь тщательно очищена пемзовым чистящим средством, а затем мелкой наждачной бумагой или мелкой наждачной бумагой, чтобы слегка придать поверхности шероховатость. Пескоструйная обработка также является идеальным методом подготовки поверхности. В качестве последнего шага очистите сталь обезжиривателем для металла или спиртом (денатурированным или изопропиловым). Не используйте ацетон, так как он содержит присадку, оставляющую следы на металле.
Процесс сплавления будет немного отличаться в зависимости от типа газа, который вы используете. Вот разбивка:
Сплавление с двойным газом
Для двойной газовой горелки нагревайте сталь снизу, чтобы свести к минимуму окисление на верхней поверхности. Это также облегчит наблюдение за плавлением золота и его течением по стали. Поддерживайте металл на огнеупорных кирпичах, угольных блоках или в третьей руке. Избегайте использования металлической решетки, поскольку она действует как теплоотвод и вызывает неравномерное распределение тепла. Не забудьте оставить достаточно места под металлом, чтобы пламя равномерно направлялось по всей поверхности задней части.
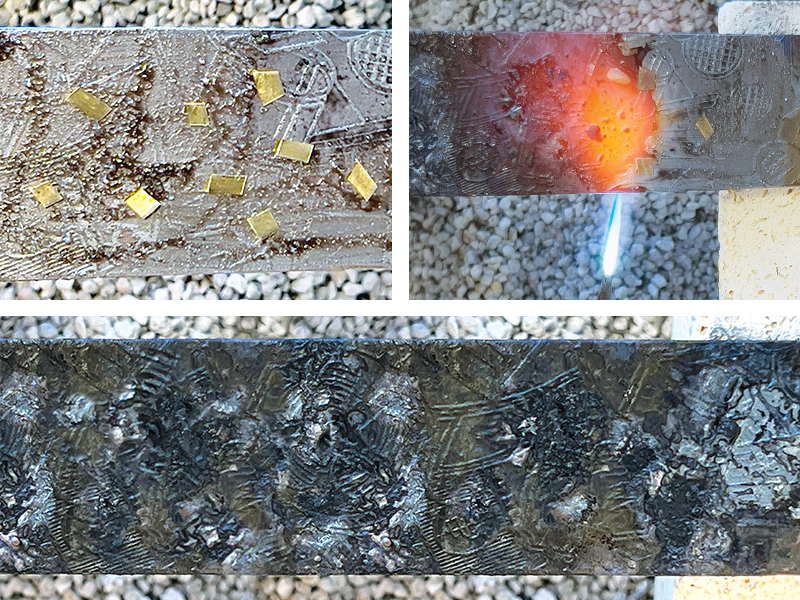
Вверху слева: флюс был расплавлен, и паллионы помещены перед сплавлением. Вверху справа: Слияние с двойным газом: Используя окислительное пламя снизу, расплавьте паллионы, двигаясь от одного конца к другому. Нижнее изображение: сплавление с пропановой/кислородной горелкой может привести к сильному окислению и образованию накипи, которые удаляются в ванне с кислотой.
Если вы используете пропаново-кислородную горелку, нанесите тонкий слой флюса на верхнюю и нижнюю поверхности стали в области, где будет плавиться золото. Используя слабое восстановительное пламя, нагревайте сталь снизу до тех пор, пока флюс не высохнет и не станет стекловидным. Острым пинцетом возьмите каждый паллион, окуните его во флюс и поместите на сталь. Расстояние между паллионами зависит от желаемого покрытия, хотя на покрытие могут влиять и другие факторы. Если вам нужен полупрозрачный слой золота, через который просвечивают участки стали, разместите палионы дальше друг от друга. Чтобы получить более плотный и однородный слой расплавленного золота, поместите палионы ближе друг к другу.
Используя большой наконечник горелки с нейтральным пламенем из-под металла, нагревайте металл до тех пор, пока паллионы не перестанут двигаться и не будут прочно закреплены в потоке. Затем горячим окислительным пламенем снизу сконцентрируйте кончик пламени прямо под одним из паллионов. Хотя сталь станет красной от жара, ей не угрожает плавление, и пламя должно оставаться сфокусированным до тех пор, пока паллион не расплавится. Когда это произойдет, перейдите к следующему паллиону и продолжайте в том же духе, пока все паллионы не расплавятся. Трудно увидеть, куда именно течет расплавленное золото. Общий эффект похож на лавовую лампу. Со временем способность ощущать движение расплавленного золота по поверхности станет более интуитивной.
Сплавление с помощью ацетиленовой/воздушной горелки
Для ацетиленово-воздушной горелки нагрев сверху стали более эффективен, поскольку помогает избежать окисления до тех пор, пока не будет достигнуто достаточное количество тепла для плавления золота. При использовании этого метода флюс не требуется.
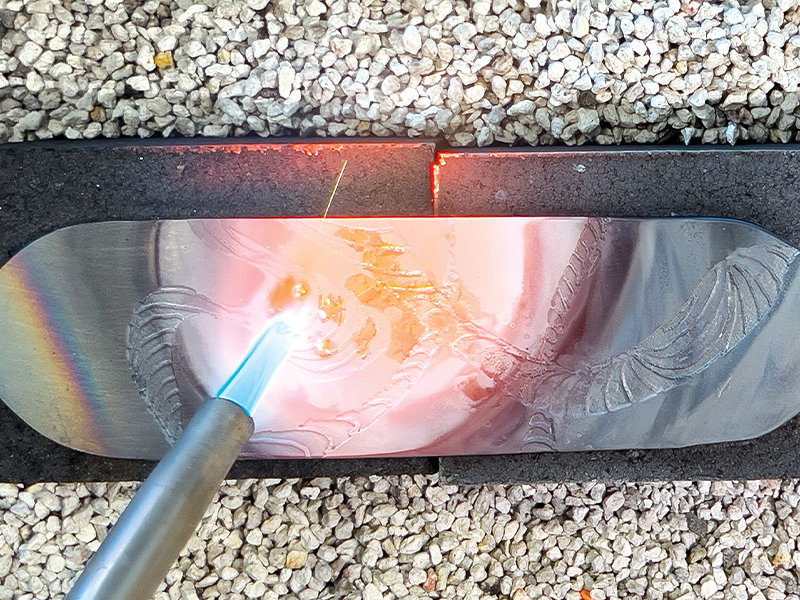
Сплавление с ацетиленом/воздухом: Используя очень горячее пламя, направьте горелку прямо на поверхность; Паллионы расплавятся после того, как металл достигнет нужной температуры
Поместите очищенную сталь на огнеупорный кирпич, паяльную площадку или угольный блок. Используя заостренный пинцет, возьмите каждый паллион и поместите его на сталь. Используя большой наконечник горелки и чрезвычайно горячее пламя, направьте горелку прямо на золотые паллионы. Держите пламя на месте, пока один или несколько паллионов не свернутся. Как только один или два паллиона потекут, остальные должны быстро последовать за ними. Хотя трудно проследить движение расплавленного металла по стали, можно будет различить небольшой контур по мере его плавления.
Сплавление с помощью газовой горелки MAPP
Нанесите флюс на поверхность стали и нагревайте его восстановительным пламенем, пока флюс не станет стеклообразным. Поместите каждый паллион после погружения его во флюс. Кажется, что газ MAPP работает лучше, если тепло подается сверху. Как только паллионы установлены, используйте максимальное пламя, чтобы сплавить их. Горелка MAPP требует довольно много времени, прежде чем золото расплавится, даже дольше, чем ацетиленовая/воздушная горелка. Просто наберитесь терпения и продолжайте удерживать пламя на металле даже после того, как сталь станет ярко-оранжевой.
Управление потоком
В процессе сплавления золото будет хаотично течь по стали. На направление течения металла влияют многие факторы, в том числе тип используемой горелки, поток, количество тепла, поверхностное натяжение металлов/сплавов и гравитация.
Можно использовать несколько методов, чтобы помочь ограничить поток золотых сплавов в желаемых областях. В этом отношении поможет желтая охра или маскирующая грязь. Просто нанесите тонкий слой маски на участки, где нежелательно выделение золота, дайте маске полностью высохнуть, а затем приступайте к процессу плавления. Поток будет несколько ограничен нужными участками, но добиться точной демаркации границ не удастся.
Другой метод заключается в использовании горячей горелки для протягивания плавящегося металла по поверхности, подобно тому, как припой может протягиваться под действием тепла. Добавление гравитации к смеси также полезно. Просто используйте форму куска или наклоните его под углом, чтобы золото стекало вниз.
Закалка и травление
Лист из мягкой стали можно закаливать сразу после плавления, потому что он не содержит достаточного количества углерода, чтобы стать твердым и хрупким. Однако стальная проволока может стать хрупкой при немедленной закалке, поэтому перед закалкой ей следует дать остыть.
Поскольку сталь сильно окисляется и может образовывать значительные окалины, ее очистка в травлении требует больше времени, чем цветные металлы. Нередко требуется час или даже больше, чтобы удалить поверхностное окисление и окалину со стали, сплавленной с золотом. Я проверяю его каждые 20-30 минут, хорошенько протираю его металлической щеткой и чистящим средством из пемзы, а затем помещаю обратно в рассол, пока он не станет чистым.
Иногда накипь въедается так глубоко, что кислота не удаляет ее полностью. В этом случае можно использовать абразивный круг для выборочного удаления окисления без удаления расплавленного золота.
Также помните, что для черных металлов необходимо использовать отдельную емкость для травления. Несмотря на эту предосторожность, довольно часто происходит омеднение, если для плавления использовался сплав, содержащий медь. Обычно медный слой можно счистить латунной щеткой. При необходимости просто смешайте немного супермаринада, чтобы удалить покрытие, добавив большую порцию перекиси к небольшому количеству обычного маринада.
Отделка стальных украшений
Есть два важных шага, которые необходимо предпринять после того, как сплавленный лист превратился в украшение: патинирование и запечатывание работы.
Мягкая сталь предлагает множество возможностей для различных типов и цветов патины. К реактивным цветам относятся черный, коричневый, желтый, оранжевый, красный, фиолетовый и синий. Глубокий черный цвет, который можно получить на стали, особенно привлекателен в качестве фона для плавленых золотых сплавов. Даже поверхность, похожая на ржавчину, может быть получена в виде стабильной патины на стали.

Ожерелье Fluvial с проволокой из 20-каратного мягкого зеленого золота
Как термическая, так и химическая патина эффективны для стали, сплавленной с золотом. Перед нанесением патины сталь необходимо протереть спиртом. Для химической патины матовые или более шероховатые поверхности впитывают патину лучше, чем полированные. Я часто использую пескоструйный аппарат с мелкозернистым наполнителем для получения матовой поверхности в начале процесса перед нанесением патины.
Тепловая патина
Равномерное нагревание стали с помощью горелки, печи, конфорки или даже горелки газовой плиты даст цвета во всем диапазоне отпуска — от светло-соломенного до темно-серого. Постоянный источник тепла, такой как печь или конфорка, облегчит получение равномерной тепловой патины. Просто снимите металл с источника тепла сразу после достижения желаемого цвета.

Королевская синяя теплая патина
Поскольку патина будет продолжать развиваться после того, как металл будет снят с огня, ее следует немедленно закалить. Чтобы использовать горелку для тепловой патины, держите пламя на очень низком уровне воспламенения. Нагревая из-под металла, я могу следить за изменением цвета и немного опережать его, чтобы избежать перегрева.
Масляная патина
Закалка горячей стали в легком растительном масле, таком как оливковое, арахисовое или подсолнечное, приведет к образованию глубокой почти черной патины, которая имеет дополнительное преимущество в виде устойчивости к ржавчине. Нагрейте сталь, пока она не станет тускло-красной, и быстро и осторожно погрузите ее в масло. Лучше всего это делать на открытом воздухе или в помещении с хорошей вентиляцией из-за испарений. Покрутите кусок в масле, пока он полностью не остынет, чтобы избежать опасности возгорания масла. Этот процесс можно повторить три или четыре раза, пока не будет достигнут желаемый цвет.
Химическая патина
Доступно множество химических патин для создания множества одно- и многоцветных эффектов. Кроме того, формулы красителей можно смешивать с использованием химикатов и бытовых ингредиентов для получения различной патины.
Фирменные патины для стали доступны из нескольких источников. Важно соблюдать инструкции по нанесению химической патины, особенно уделяйте внимание мерам предосторожности. Всегда надевайте перчатки и обеспечьте соответствующую вентиляцию (или носите маску). Патина может вызвать раздражение кожи и появление пятен, а пары могут вызвать головную боль и проблемы с дыханием.
Эффективность химической патины можно повысить, нагрев металл примерно от 82 °C до 93 °C. Я использую для этого тепловую пушку. Патину можно наносить распылением или аэрографом; тем не менее, я предпочитаю окунуть изделие в патину или нанести его кистью на поверхность, чтобы свести к минимуму беспорядок. При нанесении патины используйте мягкую кисть и наносите ее легкими ровными мазками. Иногда я нахожу полезным немного надавить и добавить дополнительную патину в любые области, которые, кажется, не впитывают цвет.
После нанесения слоя патины промойте металл чистой водой. Я аккуратно протираю поверхность большими пальцами в перчатках, пока не перестаю ощущать скользкие остатки химиката на поверхности. Для глубокого угольно-черного повторите процесс еще два раза, пока патина не станет плотной и ровной. После трех слоев, если патина ложится неравномерно, ее следует удалить, поместив деталь в протравку, а затем повторно нанеся на очищенный металл.

Кафф Coastal с черной химической патиной
После окончательного полоскания поместите изделие в нейтрализующую ванну с пищевой содой и водой, чтобы остановить химическое действие патины. Химические патины содержат кислоты, и если их тщательно не нейтрализовать, они будут продолжать воздействовать на металл, быстро способствуя образованию ржавчины.
Чтобы блики на стали были видны сквозь патину, используйте очень мелкую наждачную бумагу, стальную вату, полировальную бумагу или сетку для удаления части патины.
Для защиты стальных украшений от ржавчины их необходимо запаивать сразу после нанесения патины. Перед герметизацией всегда протирайте поверхность спиртом. Современные продукты для герметизации металлов значительно усовершенствовались и обеспечивают прочное и долговечное покрытие. Три лучших варианта для герметизации стальных украшений: металлическое масло, металлический воск и жидкий герметик.
Металлическое масло хорошо прилипает к поверхности холодного металла и помогает отводить от него влагу. Металлическое масло также содержит ингибиторы ржавчины и защиту от УФ-излучения в качестве дополнительного плюса. Нанесите очень тонкий слой масла с помощью тряпки, отполируйте его на поверхности тряпкой, а затем дайте ему высохнуть и застыть в течение трех дней. Затем его можно оставить как есть или покрыть лаком для дополнительной защиты.
Восковая отделка обеспечит многолетнюю защиту. Однако микрокристаллический воск, обычно используемый многими ювелирами для защиты серебряных и золотых украшений, недостаточно тверд или толст для стали. Вместо этого я предпочитаю более плотный воск, содержащий отвердители и созданный специально для защиты от патины и металлической отделки. Воски, содержащие ингибиторы УФ-излучения, также помогают защитить от коррозии.

Кольцо Embolden, хвостовик, оплавленный внутри и снаружи золотом для защиты от ржавчины
Перед нанесением воска рекомендуется немного нагреть металл примерно до 93°C, чтобы убедиться, что он полностью высох. Я использую ватный тампон для нанесения воска. Воск можно наносить на холодный металл, но его нагревание помогает воску впитаться в поверхность, равномерно покрыть ее и проникнуть в труднодоступные места. Дайте воску высохнуть в течение 5–10 минут или до тех пор, пока он не станет мутным и на его поверхности не будет ощущаться масло. Затем энергично отполируйте его марлей или бумажным полотенцем, чтобы удалить липкость. После нанесения последнего слоя воска энергично отполируйте поверхность до твердого блеска, используя мягкую ткань или щетку для обуви из конского волоса. Можно нанести до трех слоев воска, но обычно достаточно одного или двух.
Третий вариант, жидкое покрытие для стали, доступен либо в виде синтетического полиэтилена, либо в виде акриловой смолы, которые могут быть растворены или не растворены в растворителе для обеспечения возможности распыления. Некоторые художники считают, что лаковые покрытия делают украшения похожими на пластмассу. Однако я обнаружил, что лаки на основе растворителей позволяют избежать этой проблемы и обеспечивают привлекательную и долговечную защиту. Одним из преимуществ жидких покрытий является то, что они бывают разных видов отделки — глянцевой, атласной и матовой, — что позволяет художнику выбрать отделку, дополняющую эстетику ювелирных изделий.
Жидкие герметики можно наносить распылением, окунанием или кистью, в идеале на открытом воздухе, чтобы избежать воздействия паров. Всегда надевайте дыхательную маску и перчатки. При распылении используйте легкие, ровные слои. Если вы рисуете кистью, дешевая поролоновая кисть хорошо работает, чтобы свести к минимуму следы от кисти. Лаки обычно высыхают на ощупь через час или два, и можно наносить второй слой. Лак можно отверждать в теплой духовке в течение нескольких часов, но он также отверждается при комнатной температуре в течение нескольких дней. При желании поверх лака можно нанести восковое покрытие для дополнительной защиты.
Выбор герметика во многом зависит от практичности и эстетики. Во влажном климате разумным выбором может быть комбинация герметиков — масло/жидкость или жидкость/воск. Из эстетических соображений воск обеспечивает глубокую атласную отделку, а матовый лак обеспечивает более городской вид.
Уход за стальными украшениями
При правильном уходе стальные украшения вряд ли заржавеют. Однако для кольцевых хвостовиков я предпринял дополнительную защиту, покрывая стальной хвостовик некорродирующим металлом. Другой альтернативой является сплавление золота с внутренней частью стержня кольца, чтобы свести к минимуму риск ржавчины.
Покупатели должны быть осведомлены о надлежащем уходе за ювелирными изделиями из стали. Я даю покупателям следующие инструкции по уходу: «Хотя маловероятно, но возможно, что стальные украшения могут ржаветь под воздействием влаги или химических веществ. Храните украшения в сухом месте и не погружайте их в воду, например, в бассейны, джакузи или ванны. Избегайте воздействия духов, лосьонов и солнцезащитных кремов. Если украшение намокло, тщательно высушите его. Время от времени втирайте небольшое количество легкого масла, например минерального или оливкового, в поверхность и протирайте мягкой тканью».
Я также предлагаю бесплатно отполировать украшения, если они заржавели или подверглись коррозии по какой-либо причине, кроме неправильного ухода. Мне вернули только две детали на доработку. В одном случае владелец неоднократно носил украшение в горячей ванне, а в другом — в минеральном источнике. В обоих случаях я переделывал изделия и возвращал их с настойчивым напоминанием о надлежащем уходе.
Бетт Барнетт является автором готовящейся к выходу книги «Создание украшений из стали», (Creating Steel Jewelry) которая должна быть опубликована издательством Artisan Ideas в конце этого года.


